
行业资讯
18568579067
行业资讯

金刚砂(碳化硅)作为工业领域应用广泛的硬质磨料,其莫氏硬度高达9.2-9.5,仅次于金刚石,密度约3.2 g/cm³,具有锋利的晶体棱角和极强的磨蚀性。在筛分作业中,金刚砂颗粒以高速反复冲击筛网表面,造成典型的”三体磨粒磨损”——即筛网金属基体、金刚砂颗粒与筛网表面三者之间的剧烈摩擦。
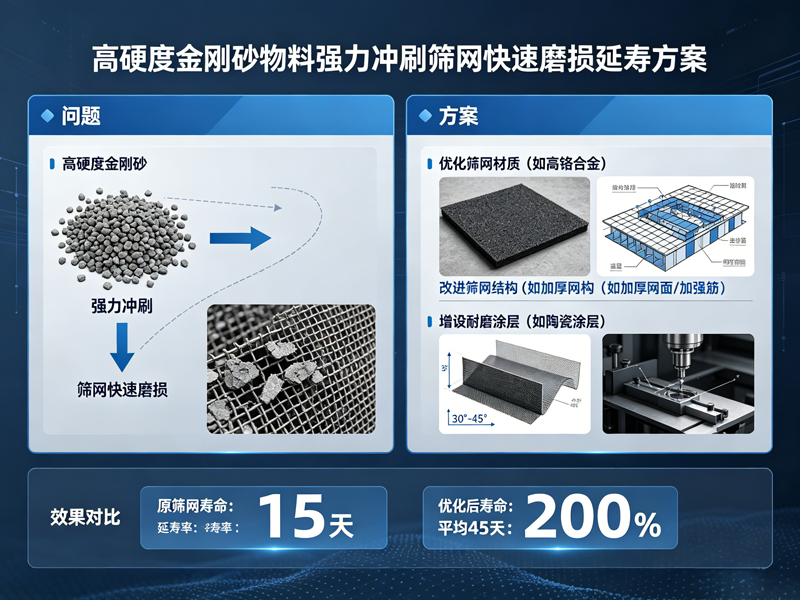
行业调研数据显示,在常规振动筛中筛分金刚砂等高硬度物料时,筛网平均更换周期往往不足1个月,部分工况甚至缩短至7-15天。筛网频繁破损不仅直接推高耗材成本,更因停机更换导致产能损失,成为制约金刚砂生产企业降本增效的关键瓶颈。
金刚砂颗粒硬度(莫氏9.2)远高于普通碳钢筛网(莫氏约4-5),在振动筛高频运动下,颗粒棱角如同微型切削刀具,持续刮削筛网表面金属层。实验数据表明,筛分莫氏硬度7以上的物料时,筛网磨损速度是普通物料的3-5倍。当筛网丝径因磨损减薄至原始直径的60%以下时,抗拉强度急剧下降,断裂风险大幅上升。
传统振动筛的激振频率通常在800-1500次/分钟,金刚砂颗粒以抛物线轨迹反复撞击筛网,在筛丝交叉点和孔边缘形成应力集中。长期运行后,微裂纹从应力集中区萌生并扩展,进而导致筛网疲劳断裂。这一过程在高锰钢筛网中尤为典型——未经优化的筛网在冲击载荷下寿命通常仅1200小时左右。
细目金刚砂(如120目以上)在筛分过程中易嵌入筛孔,造成局部堵塞。堵塞区域物料堆积增厚,未堵塞区域则承受更大冲击力,形成”局部过载-加速磨损-更大堵塞”的恶性循环。某磨料企业实测数据显示,堵孔率超过30%时,筛网局部磨损速度可提升2倍以上。
筛网材质选择需遵循”物料特性匹配”原则。针对金刚砂等高硬度物料,推荐以下材质方案:
材质类型 | 硬度指标 | 适用场景 | 相对寿命 |
65Mn高锰钢编织网 | HRC 50-55 | 粗目金刚砂(8-60目)预筛 | 基准值 |
高铬合金筛网(Cr≥25%) | HRC 58-62 | 中细目金刚砂分级 | 延长3-5倍 |
聚氨酯复合筛网 | 邵氏A 85-95 | 湿法筛分或防堵需求场景 | 延长3-5倍 |
陶瓷复合筛网 | 硬度HV 1200+ | 超硬物料精密筛分 | 延长5倍以上 |
其中,高锰钢(如65Mn)经淬火+回火处理后,可获得高硬度与高韧性的平衡组合。采用盐浴炉淬火(820℃)+低温回火(200℃)工艺,生成板条马氏体+回火马氏体组织,硬度达HRC 58,冲击功45J,在处理高硬度物料时筛网寿命可从1200小时延长至3500小时以上。
(1)孔型与布孔设计
• 优先选用圆形或长条形筛孔,相比方形筛孔,圆形孔边缘应力集中系数更低,在相同丝径下抗疲劳性能提升约20%。
• 采用非均匀布孔策略:在物料落料密集区适当增大孔径10%-15%,分散冲击力;边缘区域采用渐变孔径过渡,降低孔边应力集中。
• 孔边缘进行R≥1mm的圆弧倒角处理,可将应力集中系数从2-3倍降至1.5倍以下。
(2)丝径与开孔率匹配
高硬度物料筛分需采用更大丝径以抵抗冲击。行业经验表明,筛分莫氏硬度9级物料时,丝径应≥8mm(粗颗粒)或≥5mm(细颗粒)。但丝径增大会降低开孔率,需在耐磨性与筛分效率之间取得平衡。推荐开孔率控制在60%-75%区间,既能保证处理量,又可避免开孔率超过75%时孔边应力集中系数急剧上升的问题。
(3)缓冲进料设计
在进料口加装45°倾角缓冲板,使金刚砂物料以切向滑入筛面而非垂直冲击,可将落料冲击能量降低40%-60%。缓冲板材质建议选用耐磨橡胶或高锰钢衬板,并定期更换。
传统振动筛的高频冲击模式(800-1500次/分钟)对筛网损耗极大。针对金刚砂筛分,建议从以下维度优化:
(1)运动方式选择
方形摇摆筛或圆形摇摆筛的往复式平滑运动(转速180-280转/分钟),相比传统振动筛的高频冲击,物料在筛面上以摩擦滑动为主,冲击力显著降低。这种”仿人工筛分”的运动轨迹,使筛网承受的交变应力大幅降低,筛网寿命可延长2-3倍。
(2)振幅与频率调控
• 振幅控制在3-5mm范围,过大的振幅会加剧物料抛掷高度和冲击能量。
• 振动频率建议降至16-20Hz(约960-1200次/分钟),在保证筛分效率的前提下,减少单位时间内冲击次数。
• 采用变频调速技术,根据物料粒度分布实时调整运行参数,避免”一刀切”式固定频率造成的过度磨损。
(3)给料量控制
均匀给料是延长筛网寿命的基础。建议采用变频给料机,将料层厚度控制在筛网孔径的2-3倍。料层过厚导致局部过载,过薄则降低筛分效率。可通过在进料口加装分料器,确保物料均匀分布于筛面全宽。
(1)清网装置配置
• 弹跳球清网:适用于60目以下粗颗粒金刚砂,橡胶弹跳球在筛网下方周期性撞击筛面,防止颗粒卡孔。
• 超声波清网:针对120目以上细粉金刚砂,20-40kHz高频振动破坏颗粒间附着力,堵孔率可降低80%以上,且不损伤筛网。
• 高压气流清网:在筛网下方安装0.6-0.8MPa高压气流喷嘴,垂直向上冲击筛孔,适用于干燥物料场景,清理效率比传统弹球高2倍。
(2)筛网张紧度管理
筛网过松会导致物料堆积和异常摩擦,过紧则增大应力。建议采用气动缸+张力传感器的自动张紧装置,实时监测并调整筛网张紧度,避免因松弛导致的摩擦磨损和因过紧导致的疲劳断裂。
(3)定期巡检制度
建立筛网磨损监测档案,每班次检查筛网表面磨损痕迹、孔径变形及断裂迹象。建议采用”三点测量法”定期检测关键区域丝径,当丝径磨损超过原始直径的30%时即安排更换,避免突发性断裂造成生产中断。
粗颗粒金刚砂冲击力大、处理量高,适合采用结构坚固、筛面宽大的设备。方形摇摆筛的仿人工摇摆运动,转速180-280转/分钟,物料在筛面上呈往复式平滑运动,相比传统直线筛的高频冲击,筛网承受的动载荷显著降低。多层筛网设计(2-4层)可一次投料实现多级分选,减少设备数量和场地占用。
选型要点:筛箱内壁加装耐磨橡胶衬板,筛网选用高锰钢冲孔板(丝径≥8mm),配套弹跳球清网装置。
中细颗粒对筛分精度要求更高,圆形摇摆筛的螺旋运动轨迹使物料从中心向外缘均匀分散,透筛率稳定。对于易堵网的细粉物料,可叠加超声波清网系统,通过18kHz高频振动打散团聚颗粒,保障筛分精度。
选型要点:筛网选用不锈钢编织网(304或316L),超声波发生器功率根据筛面面积配置(通常0.5-1kW/㎡),密封结构防止粉尘外溢。
超细粉体筛分面临堵网和粉尘控制双重挑战。气流筛利用高速气流作为载体,在密闭状态下实现筛分,从根本上避免了机械振动对筛网的冲击磨损。超声波振动筛则通过高频微幅振动,在保持筛分精度的同时降低筛网负荷。
选型要点:气流筛需配置旋风分离器回收细粉,超声波振动筛需选用电成型高精度筛网(孔径精度±0.02mm)。
筛分设备的采购决策不应仅比较设备单价,而应计算全生命周期成本(LCC):
LCC = 设备购置成本 + 筛网耗材成本 + 停机损失成本 + 维护人工成本
以某金刚砂企业为例,传统振动筛设备单价较低,但筛网月均更换3次,每次停机4小时,年筛网费用+停机损失可达设备价格的2-3倍。而采用优化方案后,虽然设备初始投资增加约30%,但筛网寿命延长至6个月以上,年综合成本反而降低40%-50%。
(1)产品品类完整性
金刚砂筛分往往涉及从原料粗筛到成品精分的多道工序,若分别采购不同厂家的设备,易出现接口不匹配、调试繁琐、售后脱节等问题。建议优先选择产品线覆盖振动筛(直线筛、摇摆筛、旋振筛、气流筛等)及提升输送设备(斗式提升机、螺旋输送机等)的厂家,实现”筛分+输送”一站式采购,降低多供应商协调成本。
(2)定制化能力
金刚砂的粒度分布、硬度等级、含水率等参数因产地和工艺差异较大,标准化设备难以适配所有工况。考察厂家是否具备根据物料特性定制筛网材质、孔径、层数及运动参数的能力,是否提供现场试机或物料适配性测试服务。
(3)售后服务体系
筛网作为易损件,供应及时性直接影响生产连续性。评估厂家的备件库存、响应速度及技术支持能力。建议要求厂家提供筛网更换培训、日常维护手册及常见故障处理指南。
• 查看生产现场:观察设备运行噪音、振动幅度、粉尘控制效果,与操作人员交流实际使用体验。
• 查验材质报告:要求厂家提供筛网材质的成分分析报告和热处理工艺记录,确认材质符合选型要求。
• 核实案例真实性:通过行业渠道了解厂家在金刚砂或同类高硬度物料(如石英砂、棕刚玉)筛分领域的实际应用案例,重点关注筛网更换周期和运行稳定性数据。
• 查验质量认证:ISO 9001质量管理体系认证、CE认证等是厂家质量管控能力的基础证明。
金刚砂等高硬度物料的筛网快速磨损,本质上是物料特性与设备适配性不匹配的综合结果。延寿方案的核心逻辑在于:通过材质升级抵抗磨粒磨损,通过结构优化分散冲击应力,通过运动参数调整降低疲劳损伤,通过预防性维护减少突发故障。
对于金刚砂生产企业而言,筛分环节的降本空间往往被低估。一套科学的延寿方案,不仅能将筛网更换周期从”周”延长至”月”甚至”季”,更能通过减少停机时间、提升筛分精度,实现产能与品质的双重提升。在设备选型时,建议跳出”比单价”的思维定式,从全生命周期成本和一站式服务能力出发,选择真正适配自身工况的解决方案。
新乡市银星机械设备有限公司深耕振动筛分领域二十余年,产品线涵盖方形摇摆筛、圆形摇摆筛、气密筛、直线振动筛、旋振筛、气流筛及斗式提升机、螺旋输送机等提升输送设备,可为金刚砂等硬质磨料筛分提供从单机定制到产线配套的系统化解决方案。如有具体工况需求,欢迎提供物料参数进行针对性方案设计。
本文基于行业公开技术资料及工程实践经验整理,数据仅供参考,具体参数请以实际工况测试为准。
返回顶部
在线客服沟通

加好友获报价
免费试机


